Moderne nye energikøretøjer arbejder gradvist hårdt i designprocessen, som bilhornnettet er et af dem, det traditionelle metalbilhornnet har uslebne udseende krav, og mesh -kravene er ikke for strenge, så det forarbejdede mesh er relativt stort, afstand er bredt, denne proces har lav behandlingsomkostning, hurtig hastighed, simpelt personalearrangement, ulempen er, at mesh er mere burr, ikke let at deform. De høje formomkostninger får mange behandlingsproducenter til at vente på, at blommen slukker tørsten.
Deætsningsprocesvedtager metoden til kemisk ætsningsvæskebehandling, som kan kombinere fordelene ved stempling og laser, og behandle det ultratynde materiale med ensartet mesh, ingen burrs, ingen curling og lodret hulvæg. Den komplekse form af bilhornnet -produkterne kan også ætses uden ekstra omkostninger, glat og ensartet uden burrs, og fladheden opretholdes under 0,02.
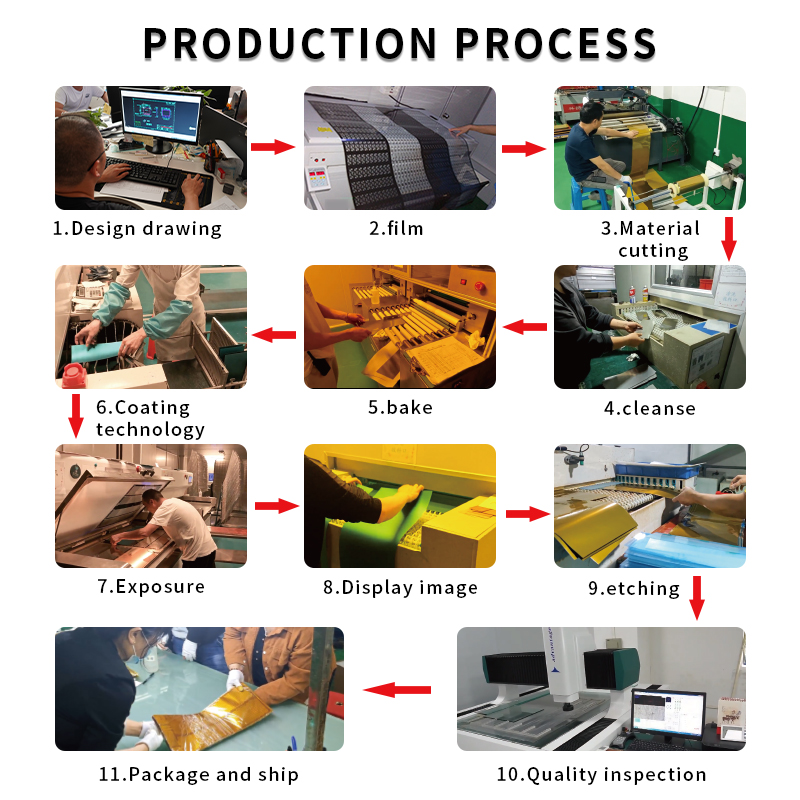
Det første trin til at bestemme materialet er rustfrit stål et af de almindeligt anvendte materialer på grund af dets gode korrosionsmodstand og styrke, der er egnet til produktion af co -mesh -dækning af biler. Når man fremstiller et bilhornnetdæksel, skal metallsubstratet først rengøres grundigt for at fjerne olie og urenheder på overfladen og sikre kvaliteten af den efterfølgende proces. Det næste trin er at påføre det lysfølsomme blæk, efter at underlaget er renset, skal et lag af fotosfølsomt blæk påføres jævnt på metaloverfladen, som vil hærde under eksponeringsprocessen for at danne et beskyttende lag. Det næste trin er eksponering, hvor den designede film er placeret på begge sider af metalbelagt med fotosfølsomt blæk og udsat af ultraviolet lys, så mønsteret på filmen overføres til metaloverfladen. Efter eksponering er metalpladen udviklet, og den uhindrede fotosfølsom blæk fjernes, hvor den underliggende metaldel udsættes for det underliggende metal og forbereder den til ætsning.
Dernæst kommer kemisk korrosion, der bruger en specifik kemisk ætsningsopløsning til at ætses den eksponerede del af metallet til at danne det ønskede mesh -mønster. Denne proces opnår høj præcision og undgår ulemperne ved laser eller stempling. Det afsluttes normalt med professionelt ætsningsudstyr, og hele korrekturprocescyklus er ca. 5 til 7 dage. Den sidste proces med slibning og sprøjtning: Efter afslutningen afætsning, det er nødvendigt at polere mesh -dækslet for at fjerne burrs og forbedre udseendet kvalitet; Det sprøjtes derefter for at forbedre korrosionsmodstand og æstetik.
Med fremskridt inden for videnskab og teknologi udvikler produktionsprocessen for højttalernet -mesh -dækslet i retning af højere præcision, lettere vægt og bedre udseende.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик